マツダは2030年代の本格的電動化時代到来に向けて、現在を「電動化の移行期間」と捉えている。その変化の時代を乗り切るマツダの方策が「マルチソリューション戦略」であり「ライトアセット戦略」だ。そして、それらのマツダの戦略の土台となるのが「ものづくり革新2.0」を進める生産現場となる。今回、メディア向けにマツダの最先端の生産現場となる山口県の防府工場の見学会が実施された。その様子をレポートしよう。
●文:鈴木ケンイチ ●写真:マツダ株式会社
マツダの戦略を支える「ものづくり革新」とは?
マツダは2030年代を本格的な電動化時代と捉え、2028~2030年にバッテリーEV投入を予定している。ただし、マツダは年間120万台規模の、マツダ曰く “スモールプレイヤー”であるためリソースに余裕があるわけではない。そのため既存資産の活用度を高める「ライトアセット戦略」を採用している。また製品としては、エンジンからハイブリッド、EVまでを幅広く揃える「マルチソリューション戦略」を取り、市場の変化に柔軟に対応するという考えだ。
そして、そんなマツダの戦略を実現するための土台となるのが、「ものづくり革新2.0」だ。
マツダの「ものづくり革新」とは、同社が自動車業界の変革期において、独自の強みを活かしながら、効率的かつ柔軟な生産体制を構築するための取り組みで、2006年から一括企画を採用した「ものづくり革新1.0」が始まっており、2015年からはサプライチェーンも巻き込んだ「ものづくり革新2.0」がスタートしている。そして、そんな「ものづくり革新」を具現化する場が、マツダの最新技術を結集する山口県の防府工場になる。
短縮されたラインと計画順序生産で、効率性向上を実践
防府工場は、山口県の中央南部にある防府市の瀬戸内沿いにある。
2つの乗用車生産ラインを持つ西浦工地区と、トランスミッション製造の中関地区の2か所からなり、「マツダ2」「マツダ3」「CX-30」といった旧来のモデルに加え、「CX-60」「CX-70」「CX-80」「CX-90」といった新世代のラージ商品群も生産している。わずか2つの生産ラインで、数多くのモデルを作る混流生産は、マツダならではの大きな特徴になっている。
最先端の工場とはいえ、その稼働開始は1982年であり、すでに43年もの歴史を持つ。しかし、見学に入った最初の印象は、「整理整頓されており、広々としているな」というものだった。
聞けば、「ものづくり革新1.0」の時点で、生産ラインは40%ほども短縮されており、さらに計画順序生産(文字通りに1台ずつ生産順を決めて、それにあわせて部品を用意する)を行うことで、生産ライン横におく部品を減らすことができている。そのため、ライン回りのスペースに余裕が生まれているという。
生産工程の工夫の積み重ねで、「根の生えない」生産ラインを実現
今回、見学したのは、ラージ商品群4モデルを生産する第2工場の生産ライン。
吊り下げられて運ばれるボディに、工員が部品を組み込んでいくのは、大昔からのクルマの生産そのものだが、そのラインが途中から台車(トラバーサー)になり、さらにAGV(無人搬送車)に変わっていることが大きなポイントだ。

生産するクルマを台車(トラバーサー)に乗せて移動させる。生産スピードにあわせて、台車の数を加減させることで、生産を調整することができる。
これらの台車やAGVを、生産量の増減に合わせて調整することで、生産スピードや量に変化に柔軟に対応できるようになるという。これをマツダは「根の生えない」設備であると説明する。
面白かったのは、AGVの活用だ。たとえば、異なるホイールベースを持つラージ商品群にパワートレーンを組み付けるときは、フロントとリヤ用の2つのAGVを使って、自動でホイールベースの変化に対応する。さらに、部位ごとの部品の組み立てをAGVの上で済ませて、サブライン的にAGVを使うという活用も見ることができた。

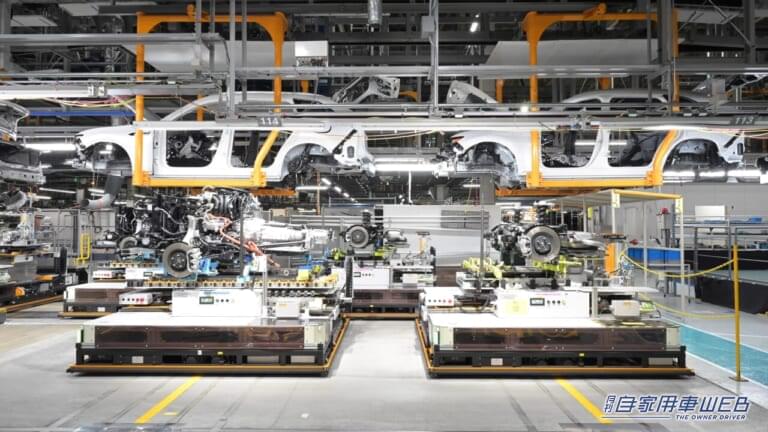
工場内で自由に動くAGV(無人搬送車)を採用することで、パワートレーンの組み立てラインでは、搭載位置の異なる車両にも電動ユニットや各種パワートレインを自動調整して搭載し、バッテリーEVにも対応する柔軟な生産を実現している。
また、最新の「ものづくり2.0」で採用されたのが「ファクトリーOTA」という手法だ。
これは車両制御デバイスのソフトウェアを、工場の生産ライン上で無線通信端末を使って書き込むというもの。
従来は車種ごとにサプライヤーで、ソフトを書きこんでいたため、在庫管理に手間がかかり、さらに無駄も発生していた。それを、最後にまとめて書き込むことで、サプライチェーン全体での効率化を高めたという。また、デジタルツインで事前検証することで、生産ラインの準備期間も短縮できるという。


車両制御デバイスに、無線を使ってソフトウェアを書き込む、ファクトリーOTA。サプライヤーでは共通ソフトウェアのみ書き込みに留め、車両生産工場でファクトリーOTAにより車種固有ソフトウェアを書き込む。これにより在庫を削減でき、サプライチェーンの負担を軽減することができる。
混流生産を究めることで、EVを含めた幅広いクルマに柔軟に対応
AGV活用やファクトリーOTAの採用といった最新技術の導入は、結局のところ、マツダの得意とする混流生産を、より洗練させ、より効率化させることを意味する。これがあることで、さまざまなパワートレーンを用意する「マルチソリューション戦略」が実現でき、既存の資産を活用する「ライトアセット戦略」もリアルなものとなる。
実際にマツダは2027年から、この防府工場の同じラインで、新型EVを生産する。
つまり、専用プラットフォームを持った新型EVも、現在のラージ商品群と一緒に流して生産してしまおうというわけだ。「今後、EVの販売が伸びてゆけば、混流生産ラインに流れるEVの数が増えるだけです」とマツダは説明する。つまり、新規にEV専用工場を作る必要がないため、初期投資費用と量産準備期間の両方を大幅に低減できるというわけだ。

2027年導入予定の自社開発バッテリーEVはグローバルに展開すべく国内での生産を予定している。
投資でいえば85%の低減であり、期間であれば80%を低減できるという。また、混流生産ということで、どのパワートレーンが主流になろうとも、現状のまま対応が可能だ。先行きが不透明な市場動向であろうとも、混流生産であれば、うまく対応ができることを意味する。スモールプレイヤーならではの対処法と言えるだろう。
マツダの電動化時代への移行は、こうした生産現場の進化が支えている。そのことが実感できる見学会だった。

防府工場の入り口に展示されていた1982年製の「カペラ」。同工場で最初に生産された1台となる。
※掲載内容は公開日時点のものであり、将来にわたってその真正性を保証するものでないこと、公開後の時間経過等に伴って内容に不備が生じる可能性があることをご了承ください。※特別な表記がないかぎり、価格情報は税込です。
最新の関連記事(ニュース)
ソフトウェアの開発スピードが劇的進化 新型RAV4が目指す「買った後も進化するクルマ」という新しい価値観を支えているのが、トヨタが開発した次世代プラットフォーム「アリーン(Arene)」になる。 これ[…]

国内最大級のVWイベントが今年も千葉・蘇我で開催 全フォルクスワーゲンファン必見の一日がやってくる! ※入場チケットはイベント当日でもお買い求めいただけます。 2006年12月に「第1回StreetV[…]

2.4L水平対向ターボ×シンメトリカルAWD 新世代実験車両として進化 SUBARUがスーパー耐久シリーズ2026開幕戦から投入するのは、新車両「SUBARU HIGH PERFORMANCE X V[…]

米国ホンダで人気の個性派モデルが、2026年後半より発売へ 国内導入が発表された2モデルは、いずれもホンダの北米における開発・生産拠点である「ホンダ・ディベロップメント・アンド・マニュファクチュアリン[…]

来年開催のGREEN×EXPO 2027特別仕様ナンバーが交付受付中 最近、よく見かけるようになった図柄ナンバープレート。さりげないイラストが特別感を醸し出してくれる。全国のユーザーが申請することがで[…]

最新の関連記事(マツダ)
先進安全性能を強化し、新ボディカラーを採用 今回の改良では、先進安全性能の飛躍的な向上を図るとともに、カラーラインナップの拡充や機種体系の見直しを実施した。主な変更点は以下の通りである。 ●先進安全性[…]

ハイブリッドに匹敵するコスパの良さは見逃せない 排ガス規制の波に揉まれたディーゼルエンジンは、さまざまな技術革新の恩恵もあって、いまでは二酸化炭素排出量が減少した新世代型に進化を遂げた。“クリーンディ[…]

全長115mm延長がもたらす「CX-5史上最大」のゆとり 2026年夏の登場が噂される新型CX-5は、マツダらしいスタイリッシュなデザインを踏襲しつつも、機能装備を大きくブラッシュアップし全方位で進化[…]

WONDER NS660 ホンダS660をNSXにしてしまうボディーキット! 軽自動車をモディファイしてベース車とは違うカタチに仕上げるのは東京オートサロンでもお馴染みの手法ですが、徹底的にやろうにも[…]

THE SEC”RE”T 7 あり得ない?ヤバすぎる?コラボレーションが実現した! センチュリーのV12エンジンをチューニングして80スープラに搭載し不名誉ながらもギネス認定の世界スピード記録を保持す[…]

人気記事ランキング(全体)
運転免許証を持っていても、知らない人が多い「SDカード」という制度 運転免許証には帯の色によって区分があり、一般的にグリーン、ブルー、そしてゴールドの3種類がある。この中でゴールド免許は、一定期間にわ[…]

まるで純正! リアカメラの映像が鮮明になるカバー 今回紹介するアイテムは、MAXWINのリアカメラカバーMDR-COV01。その名のとおり、後付けデジタルインナーミラーやドラレコのリアカメラをすっぽり[…]

明るく照らして両手が使える! 小型ランタンLEDライトはドライブの必需品 今やスマホのライトがあるから、夜間に車周りで灯りが必要なときにも活用できる。ただ、ランタンライトがあればより便利になるのは間違[…]

見た目からは想像できない“意外性の塊”のカーアイテム インターネットでカーグッズを探っていると、ときどき用途が想像できない奇妙な形のアイテムに出会うことがある。TOOENJOYの「ドアステップ103」[…]

フェアレディZに対抗した6気筒エンジン搭載モデル、それが何よりも求められた時代 アメリカという国の偉大なところは、良いものを良いとフラットに認め、優れた仕事に惜しみない喝采を送る精神だ。それは貧しい敗[…]

最新の投稿記事(全体)
実用性バツグンの軽トラに「ランクル顔」 軽自動車を個性的にカスタマイズすることで、人気のパーツメーカー「Spiegel(シュピーゲル)」。今年のオートサロンブースに展示され、多くのギャラリーから熱い視[…]

ソフトウェアの開発スピードが劇的進化 新型RAV4が目指す「買った後も進化するクルマ」という新しい価値観を支えているのが、トヨタが開発した次世代プラットフォーム「アリーン(Arene)」になる。 これ[…]
GRヤリスの進化はまだまだ続く! GRヤリスは、2020年の誕生以来、マスタードライバーであるモリゾウこと豊田章男会長の「モータースポーツの厳しい環境で壊しては直す」という信念のもと、レースやラリーの[…]

自動車アフターパーツの総合メーカーである株式会社データシステムは、日産・セレナ用の「TV-KIT」をリリースした。最新の「NissanConnect インフォテインメントシステム 12.3インチ Go[…]

国内最大級のVWイベントが今年も千葉・蘇我で開催 全フォルクスワーゲンファン必見の一日がやってくる! ※入場チケットはイベント当日でもお買い求めいただけます。 2006年12月に「第1回StreetV[…]
- 1
- 2